|
A jelen kor termelési rendszereit jelentős
terhelésingadozások és bizonytalanságok közepette kell
eredményorientáltan működtetni. A velük szemben támasztott
technológiai kihívásokon túl rendkívül összetett termékvariáns
elvárásoknak is meg kell felelniük, továbbá a vevői igények alapján az
egyedi termékek tömeggyártására – mass customization – kell
berendezkedniük.
Az elmúlt évek válsága is nagy valószínűséggel egy
korszakváltás kezdetét jelzi, amikor jó néhány korábban bevált
paradigmáról le kell majd mondani, és számos, ma nagyon jelentős
szerepet játszó technológia innovációja is sürgetővé válik.
A változó piacok ellen a termékek növekvő
egyediségével próbálnak a vállalatok ellenhatást gyakorolni. Az
innovációkat mind rövidebb időközökben integrálják a termékekbe, és
dobják piacra. Az életciklus rövidülését az alábbi szempontok is
alátámasztják:
A 25%-kal, márkánként nyolc modellre megnövekedett
kínálatspektrum mellett a járműgyártásban a modellciklusok az elmúlt
húsz évben körülbelül négy évre rövidültek.
A 80-as évek végén a Mercedes gyártócsoportjánál
0,9 új termékbevezetés jutott egy évre, ez jelenleg átlagosan évi 2,5
termékbevezetésre emelkedett.
Az innovációt és technikai fejlesztést piaci
versenyelőnyként értékelik. A járműgenerációk ehhez kapcsolódó gyors
cseréje az új termékbevezetések gyakoriságának növekedéséhez vezet a
járműiparban.
Az OEM-ek (Original Equipment Manufacturer) saját
gyártásának aránya 2015-ig tovább fog csökkenni a mostani 35%-ról
20%-ra. Ez a járműipar további strukturális átalakulásához vezet.
A rövidebb termék-életciklusból, a növekvő
variánsok számából fakadó jelentős komplexitásbővülés a termelő
rendszerek számára jelentős kihívást eredményez a rugalmasság és a
termelékenység területén (Ackermann, 2007; Erdélyi, 2009; Spearman –
Hopp, 2008; Näser, 2007).
A termék-előállítási folyamat lehatárolása
A termék-előállítási folyamat magas szintű megközelítése magában
foglalja a terméktervezést, folyamatfejlesztést, gyártervezést,
kapacitásmenedzsmentet, termékelosztást, termelésütemezést,
minőségbiztosítást, munkaerő-szervezést, eszközkarbantartást,
stratégiai tervezést, ellátásilánc-menedzsmentet, üzemek közötti
koordinációt ugyanúgy, ahogy a részletes megközelítés a közvetlen
termelési funkciókat, amilyenek például a vágás, hengerelés vagy
szerelés. A két megközelítés közötti középút kompromisszumát az
értékteremtő folyamatnézet jelenti. Az értékteremtő folyamat fogalma
az erőforrások alkalmazására vonatkozik a termék vagy szolgáltatás
előállítása érdekében.
Az értékteremtési folyamat irányítása,
koordinációja a termelő vállalatok esetében külön funkcióként szerepel
az alábbi nevek alatt például: termelésirányítás, gyártástervezés,
üzemszervezés (industrial engineering). Ezen területek többek között
az alábbi tevékenységek elvégzéséért is felelősek: termelésütemezés,
készletgazdálkodás, minőségbiztosítás, munkaerő-ütemezés,
anyaggazdálkodás, eszközgazdálkodás, kapacitástervezés, valamint
minden, ami elősegíti a termék előállítását. Az értékalkotási
folyamatszemlélet az üzemen belüli anyagáramlási folyamatra koncentrál
(Tempelmeier – Günther, 2005; Schuh, 2003; Ackermann, 2010).
Termelési struktúrák
Az értékteremtési folyamatszemlélet eltekint a teljes részletességtől
a termékek és folyamataik leírásakor, a termelő környezetek ennek
ellenére nagyban különböznek a folyamatstruktúrájukat tekintve, amely
leírja az anyag áramlását az üzemen belül. Robert Hayes és Steven
Wheelwright folyamatstruktúrájuk alapján a termelési rendszereket négy
kategóriába sorolják, amelyeket a következőképpen lehet összegezni
(Spearman – Hopp, 2008):
• Műhelyszerű gyártás: kis mennyiségek termelése
jellemző, az üzemen belüli bejárási utak nagyban eltérnek. Kevert
anyagáram jellemzi, az átállások rendszeresek.
• Szakaszolt gyártósor: kötegelt termelés zajlik
korlátozott számú azonosítható útvonalon az üzemben. Az egyes
állomások az útvonalon nincsenek taktolt anyagmozgató rendszerrel
összekötve, köztük készletek halmozhatók fel.
• Folyamatos gyártósor: ez a klasszikus mozgó
szerelősor, amely Henry Ford által vált híressé. A termék szerelése
kötött útvonalon zajlik, ahol az egyes állomások taktolt anyagmozgató
rendszerrel vannak összekötve.
• Folyamatos áramlású folyamatok: ömlesztett
termékek automatikusan áramlanak végig egy rögzített útvonalon.
A termelési folyamatok lényegesen különböznek
akkor, ha nagyon sokféle terméket gyártunk egyedi igények alapján, és
akkor, ha ugyanazt a terméket nagy tömegben készítjük hosszú időszakon
keresztül. Az, hogy egy termékből mekkora mennyiség gyártása
tekinthető egyedinek, illetve tömegesnek, függ a termék gyártási
idejétől is. A gyártott mennyiségnek az igénybe vett kapacitáshoz
viszonyított relatív nagyságát nevezzük a gyártás tömegszerűségének. A
termék tömegszerűségi foka szerint négy kategóriába sorolható:
• Egyedi gyártás: ritkábban jelenik meg a termék a
termelőrendszerben, mint amennyi idő egyetlen darab elkészítéséhez
szükséges, tehát a termék nincs mindig jelen a termelőrendszerben.
• Kis- és középsorozat-gyártás: gyakrabban jelenik
meg a termék a termelőrendszerben, mint amennyi idő egyetlen darab
elkészítéséhez szükséges, tehát a termék mindig jelen van a
rendszerben, de még egyetlen erőforrást sem foglal le teljesen.
• Nagysorozatgyártás: gyakrabban jelenik meg a
termék a termelőrendszerben, mint amennyi idő az elkészítéséhez
szükséges, tehát a termék mindig jelen van a termelőrendszerben, és
van egyetlen (esetleg néhány) olyan erőforrás, amelyet a termék mindig
lefoglal.
• Tömeggyártás: valamennyi erőforrás
specializálódik egyetlen termék gyártására. Minden erőforrás állandóan
egyetlen terméket gyárt, továbbá a nagyobb mennyiség, valamint a jobb
kapacitáskihasználás érdekében az egyes tevékenységeket párhuzamosan
több erőforráson is végzik.
Nagysorozat- és tömeggyártás esetén a folyamatos
gyártósor a legalkalmasabb termelési forma, melyet más néven flow shop
rendszerként is jelöl az irodalom (Spearman – Hopp, 2008; Alicke,
2005; Schuh – Eversheim, 2010; Gundry – Bonney, 1976; Sahni –
Gonzales, 1978; Gupta, 1971; Potts – Osman, 1989; Martorell et al.,
2010). A kutatómunka ezzel a termelési környezettel foglalkozott.
A flow shop jellemzése
A flow shop termelési környezet feladatai közül a szakirodalomban az
ütemezési probléma az egyik legelterjedtebb. A flow shop ütemezési
probléma esetén n feladatot, munkát (1;…; n) kell elvégezni m gépen
(1;…;m). Az egyes gépeken elvégzendő feladatok műveleti idejét jelölje
Ʈk;j, ahol k = (1;…;m) és j = (1;…; n), ezek az időértékek
rögzítettek, előre ismertek és nem negatívak. Ennek a problémakörnek
az általánosan elfogadott feltételezései a következők (Shagafian –
Hejazi, 2005; Maroto – Ruiz et al., 2005; Ionnau et al., 2009):
• Minden egyes feladatot egyidejűleg kizárólag csak
egy gépen lehet végrehajtani.
• Minden egyes gép egyidejűleg csak egy feladaton
dolgozhat.
• A végrehajtás megszakítása nem engedélyezett.
• Minden feladat független egymástól, és
rendelkezésre állnak a végrehajtásra a 0 időpillanatban.
• A feladatok beállítási ideje a gépeken
elhanyagolható, így figyelmen kívül hagyható.
• A gépek folyamatosan rendelkezésre állnak.
• A folyamat közbeni tárolás engedélyezett. Ha a
feladat által következőként igénybe veendő gép még nem áll
rendelkezésre, akkor a feladat várakozhat, és a géphez tartozó
várakozó sorhoz csatlakozik.
A problémakör célja, hogy találjunk egy olyan
sorrendet a feladatok számára a gépeken, amely az adott kritériumok
szerint optimalizált. Az irodalomban a leggyakoribb kritérium a teljes
átfutási idő (Cmax) minimalizálása.
Bár a flow shop ütemezési probléma, optimumig
megoldható polinom időben m = 2 esetén. Általában (n!)m
ütemezési lehetőséget kell figyelembe venni (Maroto – Ruiz, 2005). A
szakirodalomban a probléma továbbkorlátozott. A feladatok nem
előzhetik meg egymást, azaz a munkák végrehajtási sorrendje azonos az
összes gépen. Ezt a feladatkört permutációs flow shop problémaként
ismerik, és F/permu/Cmax-ként jelölik, továbbiakban PFSP.
Ebben az esetben „csak” n! ütemezési lehetőséget kell vizsgálni.
A digitális gyár fogalma
A digitális gyár koncepciókat, digitális eszközöket bocsát
rendelkezésre a tervezéshez, modellezéshez és szimulációhoz. A
digitális gyár egyik legfontosabb központi eleme egy közös adatbázis
az összes alkalmazás, továbbá a valós üzemmel történő integráció
számára. A digitális gyár e két komponens révén jóval több, mint
pusztán az egyes tervezési eszközök összessége.
A „digitális gyár” fogalmát a 4499. számú
VDI-irányelv az alábbiak szerint definiálja: „A digitális gyár egy
felső szintű fogalom, amely a digitális modellek, eljárások és
eszközök – többek között a szimuláció és a 3D-vizualizáció – átfogó
hálózata, melyeket egy átjárható adatmenedzsment integrál. Célja a
valós gyárban a termékkel kapcsolatos összes jelentős struktúra,
folyamat és erőforrás teljes mértékű tervezése, értékelése és
folyamatos javítása.”
A digitális gyár technológiája lehetővé teszi, hogy
a virtuálisan létrehozott gyárban a termékeket, folyamatokat és
berendezéseket modellekkel leképezzük, és a tervezett termelést a
számítógépen virtuálisan úgy javítsuk, hogy a valós gyár számára egy
megérett, messzemenőkig hibamentes termelési folyamat álljon
rendelkezésre.
A digitális gyár eljárásai és eszközei a
termékfejlesztés és termeléstervezés meglehetősen komplett digitális
tervezését valósítják meg a konstrukciótól a technológiai szimuláción
át egészen a virtuális felfutásig és üzemeltetésig egy teljesen
integrált adatmenedzsment segítségével. A folyamatok korai
párhuzamosításával a fejlesztési és üzembe helyezési idők jelentősen
csökkenthetőek. A digitális gyár fókusza manapság a termeléstervezésre
és a folyamatok integrációjára esik, amik a termék és a termelés
létrejöttéhez, működéséhez szükségesek (Kühn, 2006; Schmidt, 2002;
Pfeiffer, 2007; VDA, 2008; VW KAK, 2009; Mátyási – Szilvási-Nagy,
2003; graphIT Kft., 2010; Siemens PLM, 2010).
A szimuláció fogalma és folyamata
A szimuláció a digitális gyár egyik központi technológiája. A gyártási
rendszerek és termelési folyamatok szimulációja hatékony segítséget
nyújt a termelő rendszerek felmérésében, elemzésében, tervezésében és
programozásában. A szimuláció fogalmát a 3633-as VDI-irányelv az
alábbiak szerint definiálja: „A szimuláció egy rendszer dinamikus
folyamatának leképezése egy kísérletezésre alkalmas modell
segítségével, melynek alkalmazásával a valóságba átültethető
következtetések vonhatóak le. Tágabb értelmezésben a szimuláció
fogalma alatt egy szimulációs modellel végrehajtott célzott kísérlet
előkészítését, végrehajtását és kiértékelését értjük.”
A rövid termelési átfutási idő elvárás a termelést
érintő mindennemű anyagáramlás esetében, és rendkívül gondos tervezést
és irányítást igényel. A mindenkori termelési feladatnak egyrészt
késlekedés nélkül, pontosan kell rendelkezésre állnia a megmunkálás
helyén, másrészt a termelésben a készleteknek lehetőség szerint
alacsony szintűnek kell maradniuk, a kis tőkelekötés melletti gyors
reakcióképesség és rövid átfutási idők érdekében. Biztosítani kell
továbbá, hogy részegységek zavara nagyobb területeket, vagy akár az
egész termelést ne érinthesse.
A modern, rugalmas termelőüzemek – a nagyszámú és
eltérő célmeghatározással és a különböző területek közötti számos
összefüggéssel – komplexitása miatt nem elegendő a kvázi statikus
termelési folyamattervezés. Az algoritmizálható eljárásokat csak
viszonylag korlátozott feladatok esetében lehet a gyakorlatban
alkalmazni. A diszkrét, eseményorientált szimuláció (dinamikus
szimuláció) modern, nagyteljesítményű eszközei hatékonyan képesek a
termelési és anyagáramlási folyamatok tervezését és üzemeltetését
támogatni.
A dinamikus szimuláció alkalmazásának céljai közé
tartozhatnak az alábbi feladatok:
• Gyári layout dinamikus vizsgálata és
optimalizációja,
• Meglévő vagy jövőbeni termelési rendszerek
teljesítményének optimalizálása,
• Termelési koncepció korai dinamikus vizsgálata,
• Szűk keresztmetszetek meghatározása a termelésben
és anyagáramlásban,
• Tárolási és átfutási idők csökkentése,
• Gyártósor és az időtervezés javítása,
• Gyártási változatok elemzése, validálása és
optimalizálása,
• Termelő erőforrások kihasználtságának maximálása,
• Puffer kiterheltség dinamikus vizsgálata.
Széles körű analízisekkel és statisztikákkal
tesztelhetőek az elemzendő termelési és anyagáramlási feladatok, hogy
még a termeléstervezés korai szakaszában gyors, megbízható döntések
születhessenek (Banks, 1998; Kühn, 2006; Pfeiffer, 2007; Siemens PLM,
2010; Sivakumar – Chong, 2003; Suhl – Günther, 2005; Ruohola et al.,
2003).
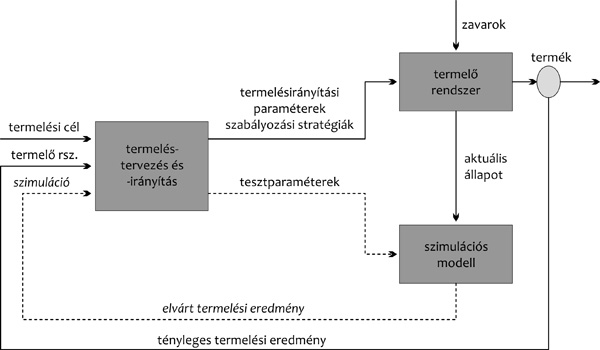
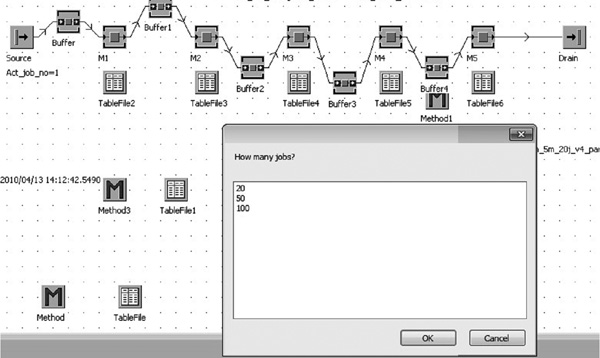
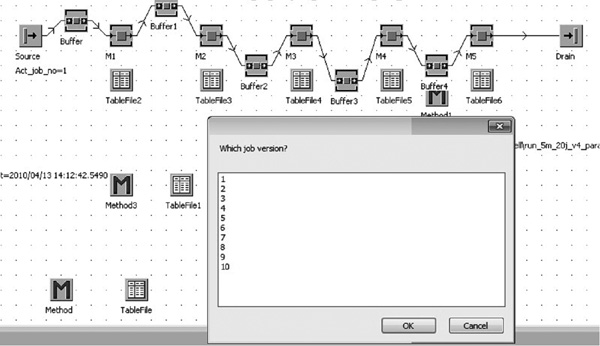
A kiválasztott optimalizálási
módszerek implementálására és a kísérleti futtatások végrehajtására, a
termelési folyamatok modellezésére és időben dinamikus szimulációjára
a Plant Simulation programcsomag szolgált. A szimulációs modellépítés
és a dinamikus szimuláció, viselkedéselemzés a legkorszerűbb tervezési
eljárás a termeléstervezés területén. A szimuláció alkalmazását a
termeléstervezésben az 1. ábra
ismerteti. Ebben az eseményvezérelt és teljesen objektumorientált
környezetben építettem fel az elméleti és ipari termelési struktúra
modelljét, majd elvégeztem az optimalizálási eljárások programozási
implementációját. A szimulációs futtatások során rögzített eredmények
kiértékelése minősítette a kutatás során elemzett megoldási
eljárásokat.
Gyártási sorrendtervezés a tömeggyártásban
A korábban ismertetett gyártósori környezetben a felrakási sorrend
tervezése egyike a gyakran vizsgált és elemzett célfüggvényeknek. A
feladatot egyazon infrastruktúrán kötött sorrendben végighaladó számos
különböző műveleti idővel rendelkező termék egymást követő
sorrendjének meghatározása jelenti. A leggyakrabban vizsgált célérték
a teljes átfutási idő, angolul makespan. A számos eltérő szerelési
és/vagy megmunkálási lépést igénylő termék esetében a termelési
struktúrán torlódások és üresjáratok lépnek fel, amelyek negatívan
hatnak a teljes átfutási időre. A probléma összetettségét és a
szükséges megoldási eljárások komplexitását az okozza, hogy az
érintett termékek műveleti idejeinek eltérésein túl az adott vizsgált
felrakási program termékösszetétele is meghatározó a megoldás során,
mivel a gyakorlatban rendszeresen előfordul, hogy nem a teljes
termékpaletta szerepel egy adott termelési programban, hanem annak a
vevői igények alapján meghatározott, tetszőlegesnek tekinthető szűkebb
kombinációja. Ebből ered a termeléstervezés számára az ismétlendő
feladat, hogy az igények alapján összeállított termékmixre vonatkozóan
a megfelelő sorrendet meghatározza. A vizsgált problémakör n!
megoldási lehetőséget jelent, amelynek leszámolással történő megoldása
a gyakorlatban előforduló feladatméretek mellett a mai fejlett
informatikai technológia mellett sem lehetséges elfogadható
időtartamon belül. A probléma megoldási eljárásainak elemzéséhez
feladatkészletek szükségesek.
Tesztkészletek a sorrendtervezési problémára
A PFSP-feladat vizsgálatához szükségesek olyan feladatkészletek,
amelyek az ismertetett problémakörnek megfelelő tulajdonsággal bírnak.
A megoldási eljárások teljesítőképességének elemzése érdekében több,
eltérő nehézségű és méretű feladatspecifikációra van szükség. A
kutatás során a fejlesztett és elemzett megoldási módszerek elméleti
tesztkészleteken és valós ipari probléma alapján létrehozott
problémakörön kerültek elemzésre.
Elméleti tesztkészlet • Az irodalomkutatás
alapján számos szerző a Taillard-féle (Taillard, 1993) tesztkészletet
alkalmazza az eljárások vizsgálatára. A széles körben hivatkozott és
alkalmazott feladatkészlet több nagyságrendű problémát ölel fel, amely
az ötgépes rendszertől a húszgépes rendszerig terjed. A gépeken
minimálisan húsz, maximálisan ötszáz egymástól különböző feladatot
lehet végrehajtani. Az előre definiált készletben minden
gépszám-feladatméret kombinációhoz tíz különböző műveleti időmátrix
|