|
4.1 A mérés kialakulásának szakaszai •
1930-ban Lawrence a ciklotron (részecskegyorsító) kifejlesztésével új
utakat nyitott a radioaktivitás gépészetben történő alkalmazásában.
Úgy vélte, hogy a töltött részecskékkel besugárzott alkatrész
felületéről leváló kopadék sugárzásának nagyságából következtetni
lehet a kopás mértékére (Scherge 2003).
Kezdetben az alkatrészeket neutronnal sugározták
be. Hátránya, hogy a munkadarab azon részei is radioaktívak lettek,
amelyeket nem is akarták vizsgálni. Emiatt a nagy alkatrészek nagy
aktivitással rendelkeztek és különleges védőintézkedések mellett csak
laboratóriumi körülmények között tudták a méréseket elvégezni (Scherge
2003).
1958-70 között a karlsruhei egyetem Karl Kollmann
vezetésével elhatározta, hogy lehetővé teszik az izotóptechnika belső
égésű motorokban való alkalmazását. Mozgó alkatrészek vizsgálatával,
olajfilmvastagság- és olajfogyasztás-méréssel, valamint
kopásrészecskék méretének elemzésével foglalkoztak. A kutatások során
két nehézségbe ütköztek. Egyrészt az akkori elektronika megbízhatatlan
volt, másrészt nehezítette a munkát a neutronnal besugárzott
alkatrészek igen nehéz kezelhetősége (Scherge 2003).
Az utóbbi probléma megoldására kifejlesztettek egy
ún. vékonyréteg-aktiválási eljárást. Az aktiválás során töltéssel
rendelkező részecskékkel bombázzák a felületet, aminek eredménye, hogy
a részecskék az anyagba behatolva lefékeződnek, és így csak a felület
egy vékony rétege lesz radioaktív. Ez a töltéssel rendelkező részecske
lehet proton, deuteron vagy α-részecske (Scherge 2003).
Andreas Gervé vezetésével a karlsruhei magkutató
intézetben két kopásmérési eljárást fejlesztettek ki. Az ún.
vékonyréteg-különbség eljárásnál az alkatrész aktivitásának a
változásából, míg az úgynevezett koncentrációs eljárásnál az olajba
kerülő, növekvő kopásmennyiségnek az aktivitásváltozásából
következtethetnek a kopásra (Scherge 2003).
4.2 Aktiválási eljárások • Ahhoz, hogy a
leváló részecskéket mérni tudjuk, szükség van a felület besugárzására.
A cikk három eljárást mutat be, amiket a motoralkatrészek
besugárzására használnak. Ezek közül a leggyakrabban használt
aktiválási módszer a töltött részecskékkel történő besugárzás. A
lejátszódó magreakció során az alapanyag egyik alkotóelemét
besugározzák egy részecskével (kívánt mérőnuklid létrehozása
céljából), majd a magátalakulás során keletkező új radioaktív elem
marad vissza (Conlon 1974).
4.2.1 Neutronnal történő besugárzás • Az
alkatrészek neutronnal történő besugárzásakor termikus neutron (lassú
neutront) használnak. Az aktiválás hátránya, hogy nagyobb
alkatrészeknél (pl.: forgattyús ház) olyan nagy aktivitás érhető el,
hogy a mérés már különleges védőintézkedések nélkül nem végezhető el.
A bemutatásra kerülő besugárzási módszerek közül ez a leggazdaságosabb
(Scherge 2003, IAEA 1997, Racolta 1995).
4.2.2 Nehéz, töltött részecskékkel történő
besugárzás • A töltött részecskékkel történő aktiválás
részecskegyorsítókban (ciklotronokban) történik. Előnye, hogy csak
azok a területek, ill. felületközeli tartományok (kb. 10-500 µm)
kerülnek besugárzásra, ahol a kopás keletkezik. Ezek a részecskék az
anyagba behatolva hamar elvesztik mozgási energiájukat, így az
aktiválás mélységét a besugárzott részecske energiája, valamint az
alkatrész alapanyaga befolyásolhatja (Scherge 2003, IAEA 1997, Racolta
1995).
4.2.3 Ionbeültetéses besugárzás • Ennél a
módszernél a nemfémes anyag aktiválása lehetséges. Ennél az
aktiválásnál egy bizonyos radioaktív anyagot juttatnak a felületbe. Ez
a radioaktív anyag nem okoz anyagkárosodást. Itt szintén csak a
felület vékony rétegei kerülnek aktiválásra. Az elérhető aktiválási
mélység körülbelül 20 μm (Scherge 2003, IAEA 1997, Racolta 1995).
4.3 Mérési módszerek • A következő pontokban
bemutatásra kerülnek a kifejlesztett eljárások. Természetesen
mindegyik eljárást a mérés előtt kalibrálni kell. A kalibrálás
folyamata nem kerül bemutatásra.
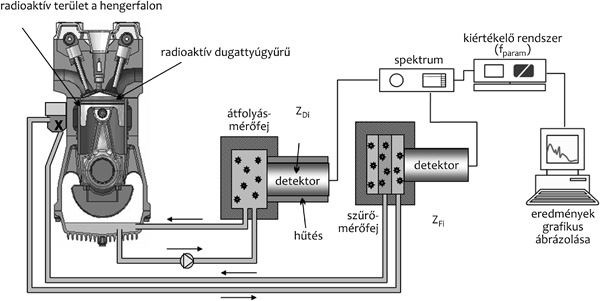
4.3.1 Szűrő-koncentrációs eljárás • Ennél az
eljárásnál a besugárzott területről leváló kopásrészecske belekerül az
olajba, majd mérik a részecskék aktivitását. Ennek a módszernek mindig
szüksége van egy szállítóközegre, ami a leváló részecskéket a
mérőfejhez szállítja. A szállító közeg egy úgynevezett átfolyás
mérőfejen kerül átpumpálásra. A mérőfej egy mérőedényből és egy
érzékeny NaJ-szcintillációs érzékelőből áll. A mérőedény köré vastag
ólomköpeny kerül, amely a háttérsugárzástól védi meg a
kopásrészecskéket. (Scherge 2003)
A rendszer kiegészíthető egy
úgynevezett szűrő mérőfejjel, amelynél a motor gyári szűrőjét
eltávolítják. A kopásrészecskéket tartalmazó olaj így már mindkét
mérőfejen átmegy (Scherge 2003).
A módszer lehetőséget nyújt nemcsak egy, hanem két
alkatrész egyidejű besugárzására és mérésére. Ennek előnye, hogy a
tribológiai rendszerben részt vevő két érintkezési felület egyidejűleg
vizsgálható. A mérés elrendezését a 8. ábra
mutatja be (Scherge 2003).
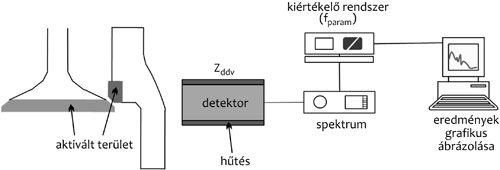
4.3.2 Vékonyréteg-különbség eljárás • Ezt az
eljárást akkor alkalmazzák, ha a vizsgálandó alkatrészről lekopott
részecskék nem kerülnek bele az olajba, így a részecskék mérőfejhez
való szállítása nem lehetséges. Ilyen esetekben nem a leváló részecske
aktivitását mérjük, hanem az alkatrészen
visszamaradó aktivitást. A sugárzást itt is
NaJ-szintillátor-érzékelővel mérjük. Az alapelv egyszerűsége ellenére
a mérést számos tényező befolyásolhatja: geometriai korlátok, detektor
elhelyezése, valamint azon alkatrészek árnyékoló hatása, ami a
vizsgált alkatrész és az érzékelő között található. A mérés pontossága
körülbelül egy-két nagyságrenddel kisebb a koncentrációs eljáráshoz
képest (Scherge 2003). Ilyen alkatrész lehet például a szeleptányér
vagy a szelepülék (9. ábra).
5. Kopásmérések belső égésű motorokon
Ebben a fejezetben szeretnénk rövid áttekintést adni arról, hogy a
fent említett alkalmazás milyen segítséget tud nyújtani a mérnököknek.
Az áttekintés mellett egy a Széchenyi István Egyetemen elvégzett
kopásmérést is szeretnénk a teljes részletesség igénye nélkül, röviden
bemutatni.
A belsőégésű motorokban rengeteg tribológiai
rendszer található. E rendszerek vizsgálatának egyik módja az online
kopásmérés. Számos tanulmány született már ebben a témakörben,
amelynek köszönhetően érdekes és fontos információkhoz jutott a
mérnökszakma.
Katzenmeier a siklócsapágyak kopását mérte.
Különböző anyagpárosításoknak, valamint a felületi érdességnek a
hatását vizsgálta mind statikus, mind dinamikus terhelés alatt.
Tanulmányainak köszönhetően képet kaptunk a kenőrés nagyságáról,
amivel a megfelelő bejáratás mellett a csapágy biztonságos üzeme
szavatolható (Katzenmeier, 1972).
Kaiser egy hathengeres dízelmotoron vizsgálta a
dugattyúcsoport súrlódási veszteségeit. Munkájában különböző formájú
és anyagú dugattyúgyűrűket vizsgált különböző terhelések és
olajhőmérséklet mellett (Kasier 1972).
Volz a dízelmotorokhoz egy úgynevezett bejáratási
programot optimalizált, amelynek segítségével, a bejáratás
feltételeinek (teljesítmény, olajfogyasztás és fajlagos üzemanyag
fogyasztás) a motor kopásviselkedésére gyakorolt hatását tárta fel
(Volz 1977).
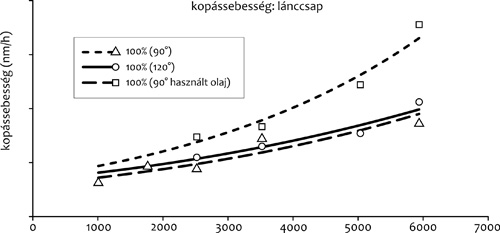
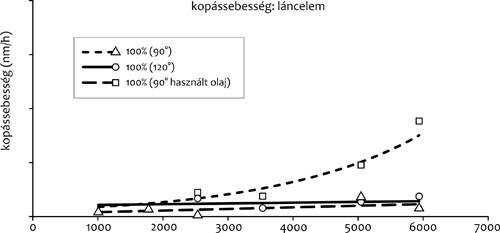
A Széchenyi István Egyetem belső égésű motor
laborjában található berendezés segítségével egy négyhengeres
benzinmotor vezérműlánckopását vizsgáltuk. A mérés során a fogas lánc
két lánccsapját, valamint a hozzájuk csatlakozó nyolc láncelemet
aktiváltuk. A mérések során különböző terhelés és fordulatszám mellett
vizsgáltuk a kopás mértékét. Az olaj hőmérsékletét kondicionáltuk.
Különböző hőmérsékleten és különböző olajminőséggel vizsgáltuk
meghatározott munkapontokban a kopássebességet. Az eredmények azt
mutatták, hogy az olaj hőmérsékletének változására a lánc alkatrészei
kevésbé érzékenyek, viszont a használt olajjal (a használt olaj egy, a
forgalomban használt autóból került leeresztésre, megadott futott
kilométer után) történt mérés során a kopássebesség jelentős mértékben
megnövekedett, mind a lánccsapokon, mind a láncelemeken.
A lánckopást nem csak radioaktív kopásmérés
segítségével lehet mérni, hanem a lánc megnyúlásából is lehet
következtetni a kopás nagyságára., így az online mérés eredményeit a
láncnyúlás eredményeivel validáltuk.
Összefoglalás
A fent leírtakból látható, hogy az online kopásmérés a mai világban
elengedhetetlen. Segítséget nyújt a mérnöknek nemcsak a tervezési és
kísérleti fázisban, de a motor életében később jelentkező problémákra
is. A motorjárató fékpad és a kopásmérő berendezés segítségével
lehetőség nyílik a motort különböző viszonyok mellett (sivatag, nedves
környezet, változó olajhőmérséklet, úgynevezett start-stop üzem stb.)
vizsgálni, ami pénz-, idő- és energiamegtakarítást jelent.
A kutatást a TÁMOP 4.2.1/B-9/1/KONV-2010-0003 számú pályázat
támogatta.
Kulcsszavak: aktiválás, kopásmechanizmus, kopásmérés, RNT
IRODALOM
Claudiu L Giusca – Richard K Leach –
Franck Helary – Tadas Gutauskas – Lakshmi Nimishakavi (2012):
Calibration of the scales of areal surface topography-measuring
instruments: part 1. Measurement noise and residual flatness,
Measurement Science and Technology. 23.
Conlon, T.W. (1974): Thin layer activation
by accelerated ions-application to measurement of industrial wear.
Wear 29. 69-80.
Czichos, H. – Habig, K.H. (2010):
Tribologie-Handbuch. Vieweg+Teubner. Berlin.
Kaiser, W. (1972), Der Einfluß
verschiedener Kolbenring- und Nutformen sowie der Nutwerkstoffe auf
den Ring- und Nut-Verschleiß in einem 6-Zylinder-Dieselmotor
(Experimentelle Untersuchungen mit Hilfe von Radioisotopen),
KfK-Bericht 1568, Kernforschungszentrum Karlsruhe, Gesellschaft für
Kernforschung mbH, Karlsruhe, Germany, Feb. 1972.
Katzenmeier, G. (1972), Das
Verschleißverhalten und die Tragfähigkeit von Gleitlagern im
Übergangsbereich von der Vollschmierung zu partiellem Tragen
(Untersuchungen mit Hilfe von Radioisotopen), KfK-Bericht 1569,
Kernforschungszentrum Karlsruhe, Gesellschaft für Kernforschung mbH,
Karlsruhe, Germany, Februar 1972. •
WEBCÍM >
International Atomic Energy Agency (1997):
The thin layer activation method and its applications in industry.
IAEA-TECDOC-924.
J. Volz (1977), Erstellung optimierter
Einlaufprogramme von Dieselmotoren (Ein System unter Anwendung von
Radionukliden), KfK-Bericht 2432, Kernforschungszentrum Karlsruhe,
Gesellschaft für Kernforschung mbH, Karlsruhe, Germany, März 1977.
Picken, D.J. – Hassaan, H. – Buttery, T.C.
(1981): The use of surface metrology instrumentation to measure rates
of wear of internal combustion engine components. Wear. 185-192.
Racolta, P.M. (1995): Nuclear methods for
tribology. Appl. Radiat. Isot. 46 No 6/7. 663-672.
Scherge, M. – Pöhlmann, K. – Gervé, A.
(2003): Wear measurement using radionuclide-technique (RNT). Wear.
254, 801-817.
Valasek, I. (2002): Tribológia 1 – A
tribológia alapjai. Tribotechnika Kft. Budapest.
Vámos, E. (1983): Tribológiai kézikönyv,
Gépek és gépelemek súrlódása, kopása, kenése. Műszaki könyvkiadó.
Budapest.
|